


Witam,
(tak, to mój pierwszy post), nudząc się pewnego piątku postanowiłem naskrobać coś o druku 3D. Tak trochę z nudów, trochę że już wcześniej chciałem coś podobnego zrobić. Przechodząc do sedna, jest to ogólny poradnik jak poprawić adhezję swojego stołu.

Tak wygląda mój stół w drukarce, jakoś da się drukować ;)
Powierzchnia stołu
Do drukowania na stole możesz mieć różne powierzchnie:
- niebieska taśma, którą polecam początkującym przy druku PLA (zużyte fragmenty wymieniamy)
- podkładka adhezyjna, czyli coś do dostajesz z Enderem 3. Zaliczamy do niej Buildtaka, Coropada itp.
- szkło, lustro, szkło hartowane – jeżeli chcesz mieć błyszczące dno wydruku, albo masz krzywy (wygięty) stół.
- bez problemu, w razie potrzeby, możesz wdrukować się w jakąś tkaninę, drewno, tylko pamiętaj że wydruk już nie jest do oderwania
Sposoby będę opisywał, porównywał do mojej powierzchni stołu – mocno zużytej podkładki z allegro za 30zł. Ale zdecydowana większość sposobów będzie się sprawdzała przy każdej powierzchni.

Przykładowe maty Buildtak. Źródło: https://www.buildtak.com/wp-content/uploads/2013/07/bt_product.png
Poziomowanie na kartkę, czy na paragon?
Mało kto o tym mówi, ale przeglądając grupy na Facebooku osoby są podzielone: jedni poziomują na kartkę, drudzy na paragon, widziałem też przypadki na kartki techniczne (te grubsze). Dlaczego jest taka rozbieżność? Najprawdopodobniej przez typ powierzchni oraz ustawienie wysokości pierwszej warstwy w slicerze. Przykładowo, najpierw poziomuję dyszę na kartkę papieru. Dla dyszy 0.4 mam ustawione standardowo 0.2mm. Jeżeli wydruk się odrywa, po prostu obniżam wysokość do nawet 0.02mm (nie mówię, że to są dobre praktyki ale ważne że działają). Jeżeli masz czujnik autopoziomowania (HallOn, BLTouch) także możesz poeksperymentować z tym ustawieniem.

Ustawienia w slicerze Cura.
Filament, prędkości, temperatura…
Równie ważne jak pierwsza warstwa jest filament jakiego używasz, i prędkość drukowania pierwszej warstwy. ABS od dwóch producentów, Spectrum i Print-Me, o niskim skurczu, do przyklejenia musiałem użyć octu. Do tego stół się nagrzewał do 90C, a to już mnie parę razy poparzyło. PET-G od Print-Me się przykleja całkiem dobrze, bez środków adhezyjnych tylko trzeba drukować ze stołem 90C oraz prędkością 10mm/s. PLA zaś bez grzanego stołu i środków adhezyjnych umie bardzo dobrze się trzymać stołu. W skrócie: musisz poeksperymentować z odpowiednią temperaturą i prędkością.

Da się? Da się!
Środki adhezyjne, czyli “kleje”
Środki adhezyjne mają za zadanie “trzymać” wydruk na stole kiedy jest ciepły, a puszczać kiedy jest zimny. Niestety, na temat Dimafixu czy innych takich szprejów nie wypowiem się bo zwyczajnie nie potrzebuję ich kupować a są dość drogie. Słyszałem bardzo wiele opinii o środkach “kupnych” i “domowych”. Oto ich mała lista:
Środki kupne:
- Dimafix, podobno bardzo dobry szprej który starcza na ok. kwartał (puszka ok. 60zł)
- C-Stick, też całkiem dobry, za 50zł
Środki domowe:
- klej w sztyfcie, musi mieć PVP (u mnie, na szkle się nie sprawdził)
- lakier do włosów, nie próbowałem ale brzmi obiecująco. Użytkownicy polecają lakier “Joanna” z biedronki.
- ocet, legendarny ocet który zawsze był na sklepowych półkach. Używałem ze szkłem, taśmą, używam z absem – najlepszy.
- sok z absu, moim zdaniem najlepszy do szkło+abs. Jest to stary wydruk rozpuszczony w acetonie.
Chciałem jeszcze wspomnieć o czynnościach, których nie należy robić:
- Nie wylewaj acetonu (a nawet zmywacza do paznokci) aby z buildtaka rozpuścić resztki acetonu. Teraz mam taką plamę, która niby tylko jest ale nie ufałbym temu miejscu.
- Nie zostawiaj rozgrzanej dyszy nad buildtakiem, gdyż zacznie się topić (wystarczy temp. 150C i się zaczyna deformować)
Oczywiście, można metody ze sobą “mieszać” – swego czasu drukowałem na taśmie przyklejonej do szkła, nasączonej octem. Ważne, że drukowało :)

Lewy dolny róg – zniekształcenia przez rozgrzaną dyszę, Środek – plama po acetonie (ledwo widoczna)
Modyfikacje stołu grzewczego
Aby drukować komfortowo, polecam wykonać pewne modyfikacje stołu. Po pierwsze, pod stół powinieneś dać cokolwiek, co jest izolatorem termicznym – ja przykleiłem kaptonem (taśmą kaptonową) wełnę mineralną. Styropian, płyta korkowa, sam kapton – byle ciepło nie uciekało dołem. Dzięki temu Twój stół będzie osiągał wyższe temperatury (mój się rozgrzał o 7C więcej niż poprzednio), a czas nagrzewania wyraźnie się skróci. Najlepiej byłoby zamontować zasilacz 24V – anetkowy podaje “tylko” 12V i stół się nagrzewa w 5 minut do ok. 100C.

Wełna mineralna i kapton pod moim stołem.
Jeżeli powyższe rady nie zadziałały, być może:
- masz wygięty stół, czyli cała blacha może być wklęsła. Na to pomoże tylko nowy stół albo szkło.
- stół nie może się nagrzać do wysokich temperatur mimo izolacji? Być może masz zepsuty termistor, albo nie dałeś pomiędzy nim a stołem pasty termoprzewodzącej. Albo, masz źle ustawiony typ termistora w firmware.
- Stół się w ogóle nie grzeje, a temperatura jaką pokazuje jest prawidłowa – być może MOSFET się spalił w płycie głównej, kabel się uszkodził bądź sama wtyczka (proponuję przewody do stołu przylutować na stałe)
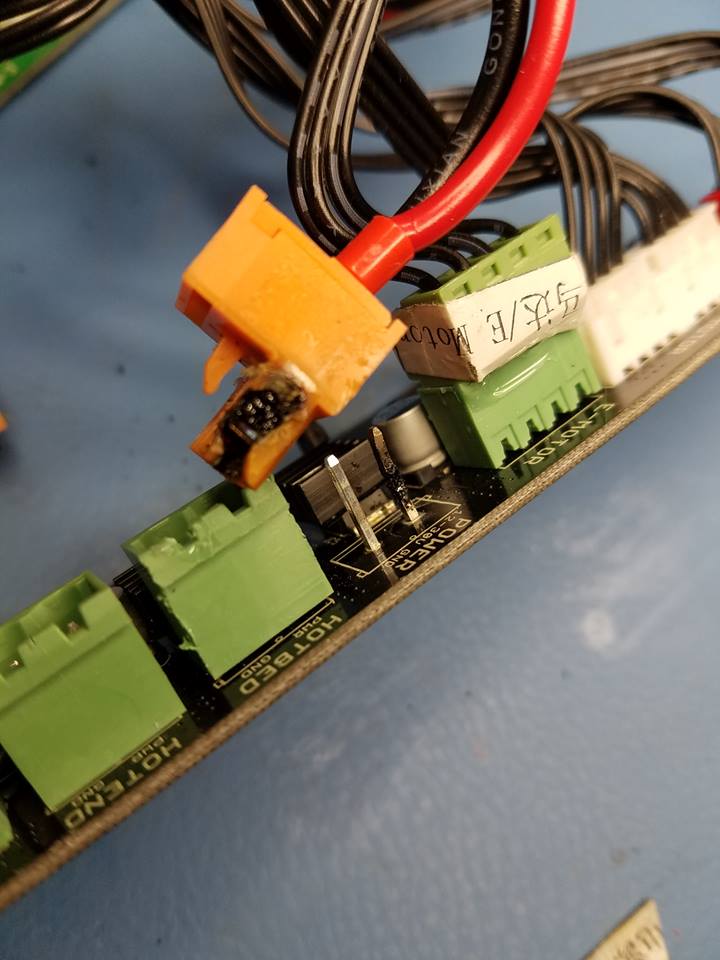
Spalone złącze od stołu. Źródło: https://3dprinterwiki.info/wp-content/uploads/2016/11/14590451_324069214639474_7492132005966999661_n.jpg
Coś jeszcze?
Jeżeli coś pominąłem, zrobiłem błąd, bardzo proszę o napisanie problemu poniżej.
Dziękuję za uwagę i życzę miłego dnia,
Leoneq :3

Kawał dobrej roboty. Piąteczka 🖐️!
Dziękuję bardzo :)
Jak to dobrze że mam Pruse MK3 z PEI i nie muszę o tym w ogóle myśleć.
masz 8 lat i dochodzisz do takich wniosków. propsuje
sorry doczytałem chodzisz do 8 klasy szkoly podstawowej, Ale to i tak jest
niezły wynik
Może ktoś skorzysta więc opisze swoje próby:
Dałem do Endera 3 szybę okienną i pierwsze wydruki wyszły słabo, to znaczy odklejały się narożniki. Wypróbowałem patent z octem i jest super. Pierwszą warstwę drukuję przy stole na 80 stopni potem standardowo 60stopni. Wszystko się trzyma znakomicie i skończyło się żmudne odklejanie modelu po wydruku, bo gdy stół ostygnie wystarczy go podnieść. Drukuję na filamencie PLA.
Dzięki za kawał dobrej roboty.
Mam problem z tzw. stopą słoniową. żadne modyfikacje niewiele dają.
Co do tych różnych mądrych ustawień się zgadzam, ale warto też zmierzyć, czy głowica jest równo nad stołem, bo stół może być równy ale jak głowica jeździ po skosie to nic z tego.
Wieszczu, głowica po skosie?. Żartowniś z Ciebie :).
To oczywiste – kiedy projektujesz coś to dajesz od dołu modelu skos na krawędziach (45 stopni) o wysokości jednej, dwóch, trzech, itd. warstw (zależnie od wysokości warstw oraz warstwy pierwszej no i oczywiście od wielkości wydruku i precyzji). Określ od razu przy projektowaniu jakie będą warstwy druku. Jeżeli drukujesz pierwszą warstwę = 0,2mm, a resztę = 0,35mm to w zależności od wielkości wydruku stosujesz skos np. 0,55mm czyli dwie pierwsze warstwy. Jeżeli to ma być coś małego, np. sześcian 20x20x20mm ze wszystkimi warstwami = 0,2mm to spokojnie możesz dać skos 0,2mm – przy stole bez kleju i 0,4mm – z klejem.
Ja mam Prusę i3MK2.5 – czyli MK2 + modyfikację do MK2.5. Wszystko dokładnie poskręcane, więc zawsze mam 0,2mm na pierwszej warstwie bo poziom jest idealny. Bez modyfikacji, jako MK2 poziomowanie było prawdziwą udręką. Jedyne co mi się nie podoba to temperatura nowego stołu ustawiana na max. 105 stopni inaczej wentylator go zbytnio ochładza i maszyna staje.
Do projektowania polecam “Fusion 360” – darmowy dla hobbystów i do tego suuuuper, a do krojenia “Prusa Slicer”.
kitsibas, ja też mam taki stół ale on trzyma za mocno i prawie od razu go uszkodziłem drukując PET-G. Teraz zawsze stosuję klej w sztyfcie (“BIC elolutions” lub żel do włosów w sprayu “Hegron”
U mnie problemy z adhezją skończyły się w momencie przejścia na podkładkę magnetyczną z warstwą PEI. Np taką: Podkładka Two Trees . Jeśli drukuję na szkle, to używam C-stick i dla Pla ustawiam 60C, dla PETG 85C